Das Wasserabrasivstrahlschneiden ist ein äußerst flexibles Fertigungsverfahren, das zur Herstellung individueller Werkstücke seit den 80er Jahren in der industriellen Fertigung eingesetzt wird. Die Schneidarbeit verrichtet dabei nicht das Wasser, sondern feinkörnige abrasive Partikel, die in das Schneidwasser eingebracht und mit Hilfe des Hochdruckwasserstrahls auf bis zu 2,5-fache Schallgeschwindigkeit beschleunigt werden. Dadurch können härteste Werkstoffe zuverlässig geschnitten werden.
Das Wasserstrahlschneiden ist in der Teilefertigung ein beliebtes Trennverfahren, das im Vergleich zu anderen Technologien durch seine Vielfalt an bearbeitbaren Materialien besticht:
Metalle, Kunststoffe, Verbundwerkstoffe, Technische Keramiken, Glas, Stein, Materialverbunde, uvm.
Weitere Informationen finden Sie hier.
Ein wesentlicher Vorteil des Verfahrens ist die geringe Prozesstemperatur, die den Grundwerkstoff im Gegensatz zu anderen trennenden Verfahren nicht thermisch beeinflusst. Damit kommt es zu keiner Materialeigenschaftsänderung, keinem Verzug, keinen Mikrorissen oder Schmauchspuren beim Schneiden.
Keine Materialeigenschaftsänderung
Kein thermischer Verzug
Keine Mikrorisse
Keine Schmauchspuren
Durch die minimalen Prozesskräfte am Werkstück ermöglicht das Wasserstrahlschneiden die Bearbeitung von dünnen und spröden Bauteilen. Gleichzeitig eignet es sich aber auch zum Durchtrennen von besonders dicken Bauteilen, die mit anderen Trennverfahren nicht mehr handelbar sind.
Kaum Prozesskräfte
Geringe Spannkräfte ausreichend
Beim Mikrowasserstrahlschneiden können mit einem Schneidstrahl zwischen 0,2mm und 0,3mm filigranste Teile mit hoher Genauigkeit hergestellt werden. Der schmale Schnittspalt bietet zudem eine hohe Materialausnutzung.
Kleinster Schnittspalt
Dünne Stege
Präzise Strahlpositionierung

Das Wasserstrahlschneiden ist flexibel einsetzbar und sowohl bei der Einzelteilfertigung, als auch bei bis zu mittleren Serien kostengünstiger als alternative Verfahren. So können beispielsweise keramische Bauteile aus Standard-Halbzeugen gefertigt werden, die sonst nur mit zeitaufwendigen Urformverfahren oder durch eine kostenintensive Schleifbearbeitung herstellbar sind.
Einzelteilfertigung
Serienfertigung
Die bei dem Beschnitt entstehende, gratfreie Schnittkante wirkt sich positiv auf die gesamten Herstellkosten aus, denn meist ist eine mechanische Nachbearbeitung nicht erforderlich.
Nahezu gratfrei
Minimaler Nachbearbeitungsaufwand
Die Schnittfläche ist gekennzeichnet durch einen Glattschnittbereich und einen Bereich, in dem der so genannte Strahlnachlauf erkennbar ist. Dieser ist durch eine erhöhte Rauheit und Riefigkeit zu erkennen.
Qualitätsschnitt (Q5) präziser Schnitt mit niedriger Rauheit und hoher Schnittgüte
Produktionsschnitt (Q3) ausgewogenes Verhältnis aus Schnittgüte und ökonomischen Gesichtspunkten
Trennschnitt (Q1) schneller, preiswerter Schnitt ohne Fokus auf Bearbeitungsqualität und Präzision



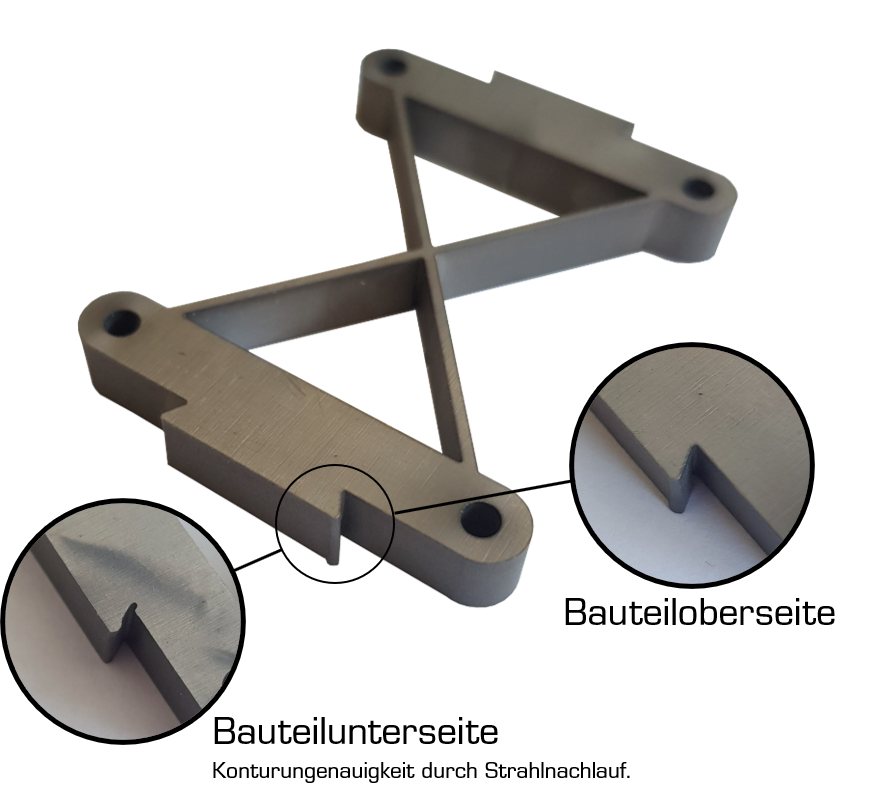
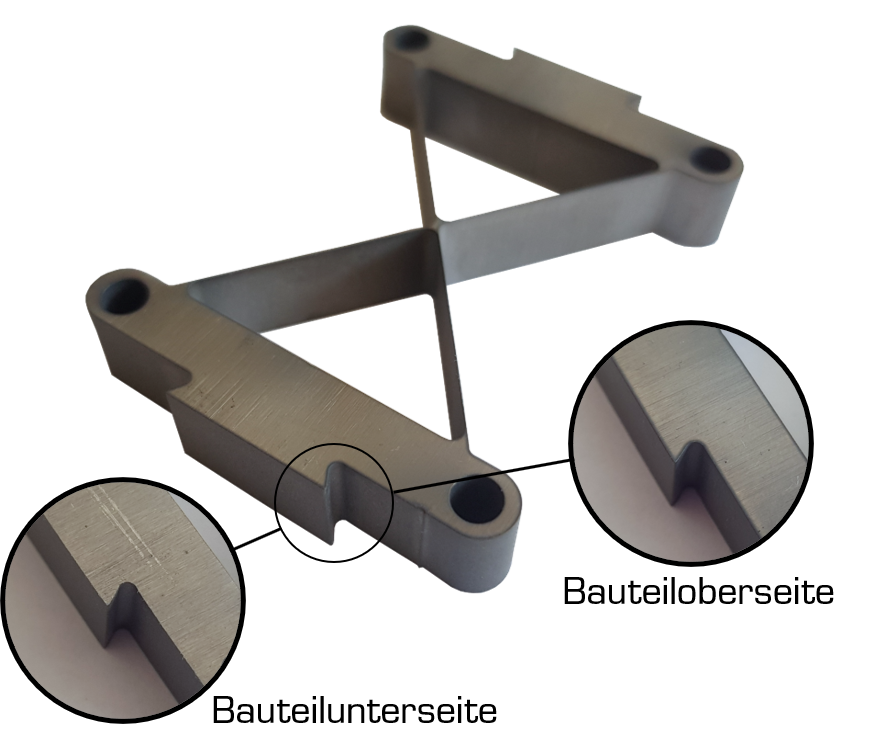
Bei großen Materialstärken oder harten Werkstoffen kann es zu Konturungenauigkeiten an der unteren Bauteilseite kommen. Grund hierfür ist der verfahrenstypische Strahlnachlauf. Diese Konturungenauigkeit kann auf Wunsch durch gezielte Beeinflussung der Bearbeitungsparameter minimiert oder sogar vollständig beseitigt werden.
Konturungenauigkeit bei harten Werkstoffen und großen Materialstärken
Auf Wunsch kompensierbar